
Passivation of Aluminium with TiZr conversion coating
On our website TiZr page we explain that our TiZr (titanium zirconium) passivation pre-treatment process is applied to aluminium components (cast or extruded) to enhance strength and durability of bonded and welded joints. Here is a little more detail on the whys and hows of passivation.

Why do we need to passivate aluminium?
Passivation of metal means that it becomes “passive”, in other words less reactive and therefore less affected or corroded by the environment in which it will be used. Aluminium naturally forms a tough resistant oxide layer on exposure to air which protects it from further oxidation and hence deterioration in most environments.
This works for bare aluminium as it provides protection against damaging corrosion, however it is not a stable foundation for subsequent joining or coating operations
The thickness and integrity of the natural oxide layer is dependent on both the processing and storage conditions of the material and can vary significantly in physical and chemical nature. The surface also contains a deformed microstructure resulting from the mechanical action of the forming process of the component and is often contaminated with dirt, lubricants and salts making it an unsuitable foundation for the application of adhesives. This creates a weak boundary layer and is not conducive to the formation of durable bonds

Small holes created by aluminium’s natural oxide layer on welding When welding aluminium, the oxide layer causes spatter and porosity in the resultant welds as the heat of the welding process decomposes the oxide, resulting in weak joints.
How is passivation carried out?
Passivation, or conversion coating as it is often called, involves immersing the metal component in a series of chemicals to clean the surface, remove the natural oxide and replace it with a stable, chemically modified, oxide ‘shield’ layer – the passivation layer. The cleaning stage is critical as this converts the surface from a hydrophobic to a hydrophilic one and allows the subsequent chemical processes to fully wet the metal.

A series of etches removes the natural oxide and deformed layer. This leaves a solid foundation upon which to build the aluminium/titanium/zirconium passivation or conversion layer providing a high surface energy, stable, reproducible surface for subsequent adhesives to bond to. For many decades, hexavalent chrome was the standard pre-treatment passivation system for aluminium, but chromate conversion processes are no longer favoured for health and safety reasons. Titanium-zirconium systems have emerged as a proven, environmentally friendly alternative to the hexavalent chrome products. The titanium/zirconium oxide layers are thinner yet offer the same level of durability as those formed by chromate conversion. Passivation is performed because it presents a stable surface permitting welding and bonding processes to deliver a repeatable, strong, durable bond. It also offers further protection against corrosion.
Passivation for enhanced bond durability and welds
The chemical functionality of the passivation layer allows adhesives or paints/powder coatings to anchor, providing both strength and long term corrosion protection. The functionality imparted by the chemically modified oxide layer increases the number of hydrogen and covalent bonds at the interface leading to a much stronger and hydrolytically stable interface to resist the harsh corrosion service environments experienced by the joint. The nano-scale passivation layer is conducive to the production of durable joints.
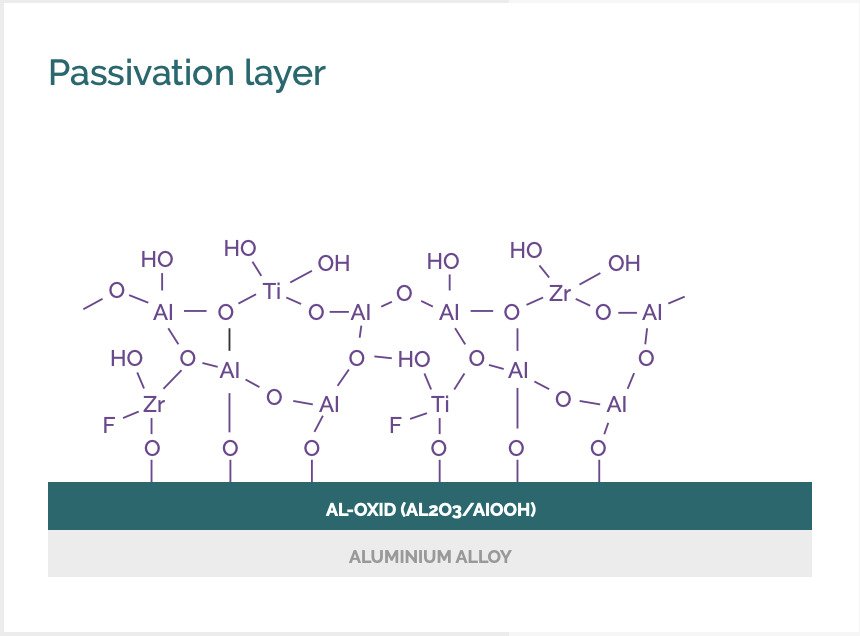
TiZr Passivation layer bond
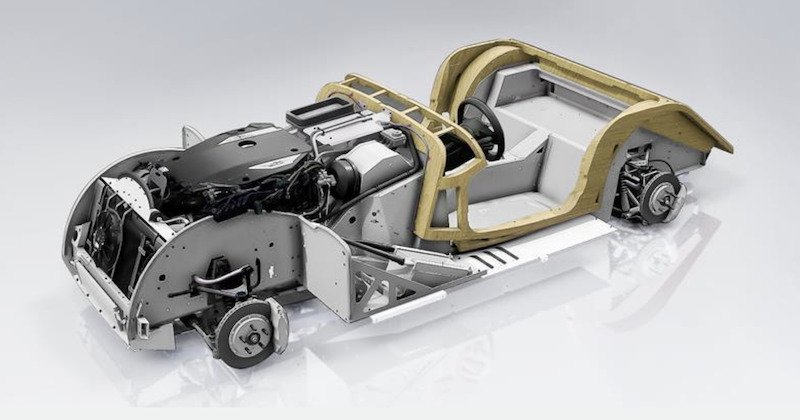
Aluminium alloys are now regularly used in automotive construction to achieve weight reduction and adhesive bonding has become the most favoured joining method offering advantages over other conventional methods such as welding and riveting. Adhesives make it easier to join dissimilar materials and thin sheets can be bonded effectively with improved joint stiffness. The finished structure will have an improved appearance without welds or bolts.

The passivation layer ensures a strong, durable bond in the most challenging of environments. The treatments offered by PSS have been subjected to rigorous corrosion testing and proven to satisfy the requirements of many OEM specifications including JLR, Tesla, Morgan, Ford, Lotus, and Aston Martin.
In a recently completed project the durability of an adhesive bonded joint applied to a titanium zirconium pre-treated AA6063 substrate met the demanding requirements of an automotive OEM, matching the performance of an anodised control system. A capability study confirmed the process robustness.
At Powdertech Surface Science we have used titanium-zirconium pre-treatment processes, free from any chromates since 2000. We use Gardobond X 4707 and X 4591, a series with a range of approvals including those from OEMs such as JLR and Tesla.

Passivation of aluminium
Please contact us if you’d like to discuss our TiZr passivation process.